-

天津市安迪利管材销售有限公司
主营:凹槽管厂家,镀锌凹槽管,P形管,扇形管厂家,半圆管厂家,异型管,凹槽管

天津市安迪利管材销售有限公司
主营:凹槽管厂家,镀锌凹槽管,P形管,扇形管厂家,半圆管厂家,异型管,凹槽管 19
19

为什么异型管拉伸会变形?
异型管拉伸时的金属变形是很不均匀的 , 这是由于各部位的变形量不同,内外层的金属 变形不同所致。如拔制矩形管时,由于角部和平面部分的金属延伸不同, 一般角部金属延伸大,平面部分延伸小,则角度受轴向压应力,平面部分是轴向拉应力, 在变形很不均匀的情况下,则平面部分就会产生裂纹。 造成这种各部位延伸不均的原因是:圆管料的弧形表面弯成平面,平面部分内表面金属要流向角部,而角部处外表面金属要流向平面部分,由于前者要大得多,故造成角部延伸大。
异型管拉伸时的变形特点
拔制异形管时金属质点的运动主要是横向移动 , 纵向移动却很小。金属产生径向移动是靠模壁给予的径向压力实现的。径向压力由拔制力产生。金属在径向压力作用下产生横向 移动,同时还受模壁摩擦阻力作用。因此,拔制等壁厚异形管的应力状态也是一拉二压的应力状态。在由圆管拔制异形管时圆管开始进入异形模的接触面积和沿圆周上开始接触的 位置是各式各样的,为了减小沿周长上变形的不同时性,在设计拉模入口道槽时应尽量增加同时接触面积,以防止管子在变形中失稳。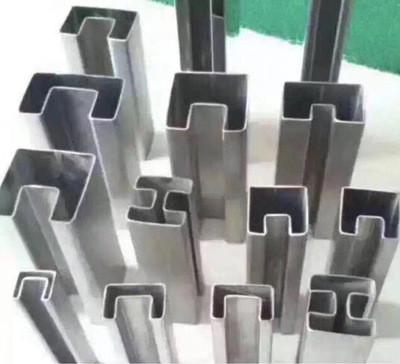
不锈钢凹槽管的酸洗钝化操作步骤说明
对于不锈钢凹槽管的酸洗钝化,可以清除各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,能大大提高不锈钢的抗腐蚀性能。然而,不锈钢凹槽管的酸洗钝化过程并不简单,下面介绍一下其酸洗钝化的操作步骤:
1、准备工作
2、化学除油
1) 化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。
2) 使用12~15%的硝酸(按体积)进行化学除油处理,温度为40℃~60℃,时间为2~4小时。
3) 管件在槽内浸泡时,应注意放置的位置,避免管内存留空气。
4) 浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。
5) 化学除油直至管件表面完全被水润湿。
3、热水漂洗
1)除油后的管件从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟。
2)热水槽用钢板制作,内壁铺PVC或聚乙烯。
3)水中氯离子含量小于25ppm。
4、用水冲洗
1)水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。
2)水中氯离子含量小于25ppm。
5、钝化
1)钝化采用池内槽泡方式,钝化液配方和浸泡时间按照2.3表任选一种。
2)钝化槽钢板制作,内壁铺防酸塑料。
3)槽内浸泡时,应注意放置的位置,避免管内存留空气。
4)浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。
6、干燥
经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。
7、检验
管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。
8、保护
1)如外表面需要进行油漆的管件,则按照涂装要求进行。
2)检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。
什么是凹槽管?
简单一点说凹槽管就是在矩形管的一面或圆管的一面凹进去一部分这就是所为的凹槽管。凹槽管分为单面凹槽管和双面凹槽管现在双面凹槽管受到市场欢迎型号主要有40、50、60、32、35公司磨具齐全主要生产凹槽管主要生产凹槽管 有镀锌凹槽管、黒褪凹槽管、热镀锌凹槽管、冷镀锌凹槽管、焊管凹槽管、规格齐全、40*40、35*35、32*32、50*50、各种规格都可加工生产、本公司采用先进的德国技术一次成型硬度大、焊缝绝无问题、供货量大时间短。
http://ubsteel.cn.b2b168.com
欢迎来到天津市安迪利管材销售有限公司网站, 具体地址是天津市静海县大邱庄镇大邱庄工业园,联系人是陈经理。
主要经营天津安迪利钢铁有限公司专业生产销售凹槽管,椭圆管,P形管,半圆管,扇形管,面包管,六角管,方矩管等金属类异型管,规格齐全,品质保证,可根据客户需求,按照图纸加工定做.。
单位注册资金未知。
我公司主要供应凹槽管厂家,镀锌凹槽管,P形管,扇形管厂家,半圆管厂家,异型管,凹槽管等,产品销售全国,深受企业用户的信任和**!期待与您的合作!